
展鵬五金-鑄造件專業(yè)制造商
主營(yíng)鑄鋼、鑄鋁、鑄銅等各類鑄造件加工定制




 實(shí)力深厚
實(shí)力深厚 批量定制
批量定制 質(zhì)量保證
質(zhì)量保證 服務(wù)完善
服務(wù)完善
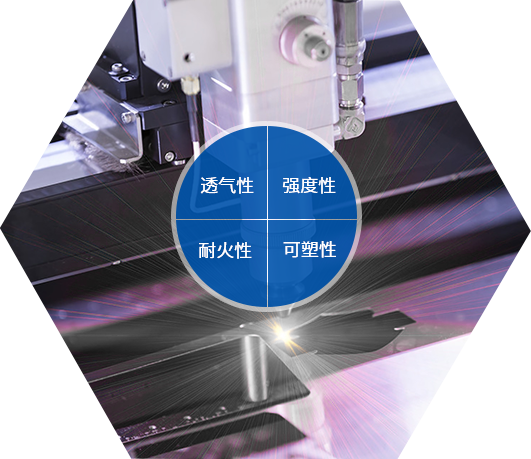
 雄厚的鑄造生產(chǎn)實(shí)力擁有先進(jìn)的全自動(dòng)生產(chǎn)設(shè)備和檢測(cè)設(shè)備
雄厚的鑄造生產(chǎn)實(shí)力擁有先進(jìn)的全自動(dòng)生產(chǎn)設(shè)備和檢測(cè)設(shè)備
 種類齊全
種類齊全 快速發(fā)貨
快速發(fā)貨 來(lái)圖來(lái)樣批量定制強(qiáng)大產(chǎn)能,快速交貨,價(jià)格優(yōu)惠
種類齊全快速發(fā)貨
來(lái)圖來(lái)樣批量定制強(qiáng)大產(chǎn)能,快速交貨,價(jià)格優(yōu)惠
種類齊全快速發(fā)貨 嚴(yán)格的生產(chǎn)工藝流程嚴(yán)格的質(zhì)量管理制度,保證產(chǎn)品質(zhì)量
種類齊全快速發(fā)貨
嚴(yán)格的生產(chǎn)工藝流程嚴(yán)格的質(zhì)量管理制度,保證產(chǎn)品質(zhì)量
種類齊全快速發(fā)貨 完善的售后服務(wù)專人售后一對(duì)一上門服務(wù)
種類齊全快速發(fā)貨
完善的售后服務(wù)專人售后一對(duì)一上門服務(wù)
種類齊全快速發(fā)貨

?鑄造優(yōu)點(diǎn): ? 可以生產(chǎn)形狀復(fù)雜的零件,尤其是復(fù)雜內(nèi)腔的毛坯。 ? 2.適應(yīng)性廣,工業(yè)常用的金屬材料均可鑄造,幾克到幾百噸。 ? 3.原材料來(lái)源廣,價(jià)格低廉,如廢鋼、廢件、切屑等。 ? 4.鑄件的形狀尺寸與零件非常接近,減少了切削量,屬于無(wú)切削加工。 ? 5.應(yīng)用廣泛,農(nóng)業(yè)機(jī)械中40%~70...


?(1)精密鑄件構(gòu)造的影響:a.鑄件壁厚,收縮率大,鑄件壁薄,收縮率小。b.自由收縮率大,阻礙收縮率小。 ? (2)精密鑄件材質(zhì)的影響:a.材質(zhì)中含碳量越高,線收縮率越小,含碳量越低,線收縮率越大。b.常見材質(zhì)的鑄造收縮率如下:鑄造收縮率K=(LM-LJ)/LJ100%,LM為型腔規(guī)格,LJ為...
?第一是鑄件的設(shè)計(jì)工藝性。進(jìn)行設(shè)計(jì)時(shí),除了要根據(jù)工作條件和金屬材料性能來(lái)確定鑄件幾何形狀、 ? 尺寸大小外,還必須從鑄造合金和鑄造工藝特性的角度來(lái)考慮設(shè)計(jì)的合理性,即明顯的尺寸效應(yīng)和凝固、 ? 收縮、應(yīng)力等問(wèn)題,以避免或減少鑄件的成分偏析、變形、開裂等缺陷的產(chǎn)生。 ? ?? 第二要有合理的鑄造...

鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史.中國(guó)約在公元前1700~前1000年之間已進(jìn)入青銅鑄件的全盛期,工藝上已達(dá)到相當(dāng)高的水平.鑄造是將液體金屬澆鑄到與零件形狀相適應(yīng)的鑄造空腔中,待其冷卻凝固后,以獲得零件或毛坯的方法.

?由于重力鑄造的過(guò)程中對(duì)于模具溫度有要求的,因此才會(huì)有這一結(jié)果,它的冷卻,是包括了自然冷卻和強(qiáng)制冷卻這兩個(gè),也能夠按照不一樣的情況和要求,來(lái)進(jìn)行選擇的。重力鑄造冷卻中的強(qiáng)制冷卻,在方式方法上是有兩種的,是應(yīng)為壓縮空氣冷卻和水冷卻的,假如是壓縮空氣進(jìn)行冷卻的話,那么空氣也應(yīng)用均勻的吹在模具的表面...

? ? ? ?(1)什么是時(shí)效處理?把固溶處理后的鑄件加熱到設(shè)定溫度,持續(xù)一段時(shí)間后出爐,放在空氣里下慢慢冷卻的方法叫做時(shí)效。要是時(shí)效強(qiáng)化是在室溫下完成的那就叫自然時(shí)效,要是時(shí)效強(qiáng)化是在比室溫高的環(huán)境里并保溫一段時(shí)間后完成的稱為人工時(shí)效。時(shí)效處理進(jìn)行著過(guò)飽和固溶體分解的自發(fā)過(guò)程,可以讓合金基體...

鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史.中國(guó)約在公元前1700~前1000年之間已進(jìn)入青銅鑄件的全盛期,工藝上已達(dá)到相當(dāng)高的水平.鑄造是指將固態(tài)金屬熔化為液態(tài)倒入特定形狀的鑄型,待其凝固成形的加工方式.

?為了使鑄件達(dá)到使用標(biāo)準(zhǔn),減少損耗和浪費(fèi),經(jīng)常要修復(fù)缺陷。常用的電弧焊接機(jī)、電阻焊接機(jī)、冷焊機(jī)等維修設(shè)備。對(duì)于質(zhì)量低、外觀要求低的鑄件缺陷,可以使用高熱量和快速焊接機(jī)(如電弧焊機(jī))進(jìn)行修復(fù)。然而,在精密鑄件缺陷修復(fù)領(lǐng)域,由于受焊接熱的影響,修復(fù)會(huì)導(dǎo)致鑄件變形、硬度降低、砂眼、局部氣化、開裂、針...

? ? ? ?第一種是高電壓大電流密度沖擊法。在陽(yáng)極氧化初期采取高電壓、大電流沖擊,使原先被雜質(zhì)分割的大小“島嶼”通過(guò)大電流沖擊而連接成片。具體怎么操作這里暫不作介紹。 ? ? ? 第二種是鋁鑄件表面打磨法。打磨可以使磨下來(lái)的鋁末填充鑄件的孔隙,起到連接被雜質(zhì)隔離的塊塊“島嶼”的橋梁作用。這種...




")

 公司實(shí)景
公司實(shí)景 查看更多
查看更多